![]() By Mark Lasbury for Indiana on Tap
By Mark Lasbury for Indiana on Tap
It never fails to amaze me how much more there is to learn about craft beer and brewing. Just when I think I’m getting a handle on the styles, the processes, and the ingredients, something else pops up to remind me that craft beer can be an obsession in addition to a hobby or a job. For instance, Walter and I learned recently just how many ways that brewing craft beer commercially can severely injure or kill you. This might be the subject an upcoming article – just to remind us about everything our brewers go through to support our habit, …..er, hobby.
Another example of craft beer detail is “haze,” the subject of this and a subsequent article. New England IPAs are all the rage now, but what about other sources of haze or cloudiness in beer? I wanted to know what might result in a beer that isn’t crystal clear – is it a matter of the yeast, barley, hops, or even the water? Is it sometimes planned or desirable, or is it always an indication that something went wrong in the brewing process? Mostly, this gave me an opportunity to learn how brewers keep the multiple sources of turbidity at bay during brewing and fermentation. It also reminded me that brewing is both and art and a science, with few definitive answers and lots of wiggle room in all subjects.

This week let’s take a look at some of the possible sources of unwanted haze in craft beer during the production process, and all the steps your brewers take to ensure that their beers turn exactly as they (and you) wish. Then you can decide if this cloudiness something you will seek out, avoid, or accept as part of the cost of doing beer business.
Clarification in the Brewing and Fermentation Processes. To be truthful, poor clarification of beer just doesn’t happen much these days, but I am starting with this first because this subject lays the groundwork and explains some of the reasons for other sources of haze. There are several steps at which brewers will take care in getting rid of products that will make beer cloudy and have sediment. These occur throughout the brewing process and might include filtering beer, but most breweries don’t filter, it has a tendency to remove flavor compounds too.
Malted barley contains a lot of protein, as do the yeast cells used to ferment the sugars released from the barley during the mashing process. The different varieties of hops used to bitter beers have various levels of polyphenols (large organic compounds with many ring structures). Together, hops flower particles, lipids, and polyphenols, yeast cells and released their proteins, and grain proteins and unbroken down starch granules form the majority of haze-producing compounds in beer. Luckily, brewers have multiple opportunities and procedures to remove these compounds and produce, nice, clear beer for use to drink.
1. The Boil and Whirlpool. The first place where sediments and lighter compounds that can remain in solution might form is in the boil. Barley husks are removed for the most part in the mash out and lautering, but several things can result in compounds that survive the boil and will haze the final beer. For instance, if the grain is over milled, husk fragments can pass through the grain bed. If the mash is over-sparged, then the later runnings will contain more polyphenols and lipids. Likewise, if the lauter is over-raked, then this will also allow husk flakes to move through into the wort. Finally, if the first wort run isn’t re-circulated over the husk bed (see this post on lautering), then many of the first contaminants in the first running will end up in the kettle.

One of the first places to remove hazing compounds is in the boil. Many proteins are denatured (unfolded) by heat, and their unwinding allows them to coagulate with other molecules in the boiling wort (called the hot break). Higher pH also promotes this coagulation, so if the boil temp is low or the pH is low, more haze producing compounds will remain in the wort.
The bigger the aggregates get, the more likely they will fall out of solution and become a sediment. When this happens in the boil, this called the hot trub (from the German, so pronounced troob). Irish moss, sold commercially as many products (one of which is Kopakleer) helps bind these proteins together. Many home brewers might skim the hot trub off the top of their kettle during the boil, while many commercial brewers will rely on the whirlpool motion when they move the wort to the fermenter. This will move much of the sediment to the center where it can be more easily removed.
The whirlpool is either a recirculation of boiled wort in the kettle or into a new vessel at an angle so as to produce a whirlpool effect. The hop remnants and the rest of the hot trub get thrown to the middle as a well-compacted pile as the wort speeds around it. The process grew from the habit of Englishmen drinking tea and stirring the cup to form a pile of leaves in the center. It took no less than Albert Einstein to explain this “teacup effect,” how pressure changes cause heavier particles to fall out the stream instead of being pushed faster and farther.
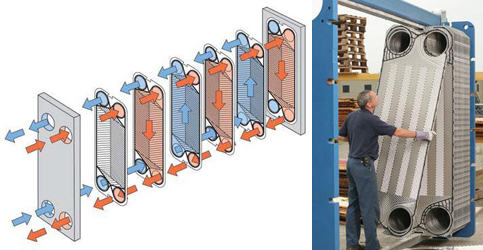
2. Cold Break. After the boil and whirlpool (whether a hopback is used or not for late hop additions), the wort is cooled rapidly to stop an off flavor called dimethylsulfide (DMS, tastes like cooked vegetables) from forming and to inhibit bacterial contamination. Home brewers often use an immersion coil chiller or plate chiller. The immersion coil runs the hot wort through a cold-water bath or runs the cold water through a coil in the boiling kettle. In either case, they flow is cross current and is fairly inefficient. A plate chiller most often uses counter-flow of cold water through plates on one side in one direction and hot wort on the other in the opposite direction, so there is a larger surface area for heat exchange. Consequently, plate chillers can reduce the temperature of wort to yeast pitching temperatures (68˚F for ales, 50˚C for lagers but there are ranges for each) faster than immersion chillers. Commercial brewers most often use larger plate chillers to quickly cool large volumes of wort.
The rapid chilling of the wort also produces a cold break and cold trub. As the hot break induces precipitation of some proteins and polyphenol aggregates, the chilling of the wort induces a falling out of different proteins – those that need the cold shock to come out of solution. Taken together, the hot and cold breaks can remove more than 35% of the protein present, depending on the malt and hops used.
3. In the Fermenter. Some brewers will remove this sediment before fermentation, but many will allow the cold break (and maybe the hot break as well) run into the fermenter. They will then pitch the yeast and let a couple of days of fermentation take place before they remove the trub via the valve at the base of the conical portion at the bottom of the fermenter. Chris Jones, the assistant brewer at Blind Owl, told me that they add the Koppakleer or Whirlfloc in the boil, but leave the trub in the beer until in the fermenter and they remove it all (the hot and cold trub) after a couple days of fermentation. Other brewers might skim the hot trub off the boil and perform a strong whirlpool in order to leave a cleaner product in the fermenter. Both strategies can work, it is a matter of personal preference and how they think it will affect grow of the yeast.
Brewer’s pitch a certain density (number) of yeast into the fermenter. They start to consume the fermentable sugars in the wort and if the pH and temperature are handled correctly, they will produce flavor compounds, alcohol and carbon dioxide. They also produce more yeast cells. Therefore, the number of yeast cells start to rise during fermentation. If controlled, the number won’t rise to a number where undesired products might start forming or they start to kill themselves and each other before the sugars are consumed. However, death is going to occur in any case. Individual yeast cells are dying all the time; the key is to get the dead ones to aggregate with other dead yeast cells and fall to the bottom of the fermenter. This is called flocculation.

As the number of yeast cells increase during fermentation, the pH will decrease slightly and the yeast will release proteins. These both promote particulate formation and haze, (lower pH promotes protein-polyphenol aggregation and precipitation). Additionally, as the yeast produce alcohol, the overall density of the liquid is decreased (beer is less dense than water), so the dead yeast will tend to flocculate better and better. This is why fermenters tend to have those conical bottoms – the dead yeast, the proteins and the protein-polyphenol aggregates fall to the bottom and form a cone in the base.
However, if the yeast is stressed by high temp or too high a wort concentration (too low a pitch – yeast like neighbors, just not too few or too many), the cells might release glycogen, which is an unprocessed carbohydrate that can promote aggregation later. To combat this and rouse fermentation in yeast that are petering out because they are stressed, the brewer might add alpha-galactosidase to the fermenter – this is exactly like giving the yeast a dose of Beano – the enzyme digests the unfermentable carbohydrates to jump start the yeast again and reduce the possible sediment sources.
4. Cold Crash and Maybe Filter/Centrifuge. Once beer is fermented it still isn’t ready to be drunk. Many compounds need time to either mature or to be removed by the few yeast that are remaining. This often takes place in the brite tank. Brite beer is technically beer that has no yeast left in it, and this usually occurs best by using time, gravity, and cold temperatures. The last of the yeast flocculation, the second cold crash (called conditioning or lagering based on time and temperature, see below) and the forced carbonation of beer all result in more sediments dropping to the bottom of the tank. Forcing CO2 into the beer is done at low temperature and the nucleation points may keep some of the CO2 out of solution, but both the temp. and the pressure will help force some of the last protein to precipitate.
This is also the point at which some brewers will add fining agents to increase the clarification of the beer. Biofine silica, fish bladder compounds (isinglass), PVPP (Polyclar), or many other compounds can be added during the cold crash to induce more protein-polyphenol aggregates to sediment before kegging. The one thing all these molecules have in common is that they are large and positively charged, while it just so happens that most of the proteins, polyphenols, and east are negatively charged. The charge difference promotes aggregation of the molecules to the point that they fall out of solution and the clarified beer can be kegged from above the sediment layer.

Bigger breweries (usually over 10,000 bbls/year) might invest in a centrifuge to spin out sediments or a filter to block particulates from entering the final product. They aren’t cheap, but they do work well. However, some people say that they also tend to remove flavor compounds in addition to the precipitates. On the other hand, relying on adsorbents (fining agents) also has draw backs. There is a diminishing return on fining agent addition (more works less well), so it is important to adhere to proper brewing techniques instead of relying on clarifying agents.
Lagers are traditionally very clear beers; the clarity is part of what makes a lager a lager. Part of that lager process is a very long, very cold crashing for clarification. Now, many people don’t want to get into the argument about whether or just when an extended cold crash becomes lagering, and I’m all for staying out of arguments. Let’s just say that lagering is a process that involves low temperature fermentation, a long cold crash to produce very brite beer, and a very long storage at cold temperatures (lager means storage). The lagering isn’t just about clarity, it also produces some changes in chemistry that help a lager develop flavor and, you know, taste like a lager.
Conclusion. I want to stress again that improper brewing is not a large problem in this day and age, neither are improperly turbid beers due to infection or poor clarification processes. But a brewer can also help prevent sediment and haze by purchasing more expensive everything. For example, costlier yeast will flocculate better, more expensive malt will likely be low polyphenol containing – it’s like everything else, you get what you pay for. Buying expensive ingredients to lower chances of aggregates saves time, but proper brewing procedures can work just as well. It comes down to the old saying – what do you have; too much money or too much time?
Next time, let’s talk about a few reasons for hazy or cloudy beers that arise after they are finished, and about some beers that are purposefully made to be consumed that way.
